两种表面的差异及测量
|
|
喷涂表面
|
机加工表面
|
|
应用
|
表面需喷涂防腐漆层
|
零件配合面
|
|
粗糙度的影响
|
粗糙度差则波峰突出漆层易薄、产生腐蚀点;
粗糙度太好则漆层附着效果差、影响防腐效果。
|
粗糙度差、突出的波峰意味着容易磨损;
粗糙度太好则油膜附着效果差也影响配合效果。
|
|
测量方法
|
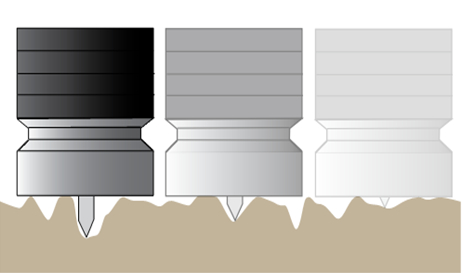
对于粗糙度差的表面采用“压针法”进行量化测量;
对于粗糙度较好的表面采用“针描法”。
|
无压针法的应用。只有“针描法”。
|
两种方法的差异
|
压针法
|
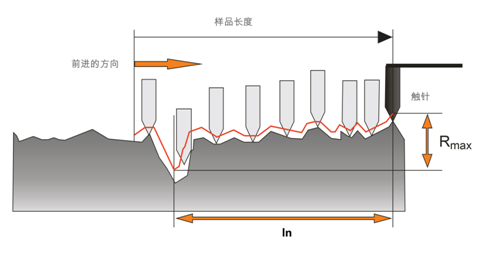
针描法
|
单点测量
通过计算压针压入的深度来表示粗糙度(即Rmax值)
测量孤立的多点计算各点深度的绝对平均值
适合粗糙的表面(肉眼即可辨别)
|
线轮廓测量
通过测针的自动滑行将粗糙度曲线描绘下来并进行计算既可获得这条粗糙度曲线的算术平均值(Ra)也可同时获得深度值(Rmax)
一次测量不是一个孤点而是一条线
适合较为光滑的表面(肉眼难以辨别)
相对而言测量更为全面和精细
|
代表产品
|
压针法
|
针描法
|
|
国外某品牌123\223\224 实际上并不是真正意义上的粗糙度仪,免费下载国家标准不符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义
|
时代TIME3220 符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义
|
针描法产品的比较
|
国外某品牌7061
|
时代TIME3220
|
|
1、直量程(即可测深度) 350μm 2、统分辨力(即,对粗糙度曲线描绘的精细度) 满量程350μm条件下分辨力为32nm(纳米)
|
1、直量程(即可测深度) 400μm 2、系统分辨力(即对粗糙度曲线描绘的精细度) 满量程400μm条件下分辨力为6nm(纳米)
|
压针法原理图
针描法原理图
特别说明
压针法和针描法并非简单的取代关系而是取决于实际工况
打个比方:
如果是红砖地面或者是水泥地面比较适合使用扫帚清扫;如果是瓷砖地面或者是地板底面,比较适合吸尘器清扫。就钢板的测量而言针描法是一个合理的应用。







